
Carbon Fiber Composite Material Layup Design and Connection Technology
Key Points of Carbon Fiber Composite Material Layup Design
With the development of the times, carbon fiber composite materials can be seen everywhere in aerospace, automobile high-speed rail, sports goods, machinery manufacturing and other fields. In the process of manufacturing its products, due to the great differences in process and performance of carbon fiber composite materials, there are also great differences in the design of traditional materials. Among them, layup design is the key content of carbon fiber composite material design.
- The Connotation of Layup Design
Layer design mainly carries out the following contents:
- Determine the total number of layers of the layup. The total thickness of the product h=n1h1+ n2h2+ n3h3, where n1, n2, n3 are the number of layers of the corresponding material, and h1, h2, h3 are the single layer thickness after the material is cured.
- Determine the direction angle of the layup. Reasonable layup angle can optimize the mechanical properties and other properties of local components. The currently commonly used standard layup angles: 0°, 45°, -45° and 90° can meet the design requirements and simplify analysis and manufacturing. Except for the longitudinal and transverse shear strength specimens, any ply angle is used only when there is a special need, and the types of ply angles used should be as few as possible.
- Determine the proportion of each direction angle of the ply.
- Determine the stacking order of each direction angle of each ply. In order to reduce deformation during the curing process, the overall ply sequence should be symmetrical on both sides of the center line of the laminate structure, and the center line is generally located in the middle area of the laminate. And to ensure a uniform ply sequence, different ply angles should be evenly distributed in the ply sequence.
- Representation Of Plies
The representation of unidirectional tape ply〔45/-45/0/-45/45/90/90/45/-45/0/-45/45〕 (Example 1) can be simplified to〔45/-45/0/-45/45/90〕s, where 0, 45, 90, -45 represent ply angles, and s represents ply symmetry about the midplane, as shown in Figure 1.
The unidirectional tape ply [45/-45/0/-45/45/90/45/-45/0/-45/45] (Example 2) can be simplified to [45/-45/0/-45/45/90], where it means that the ply is symmetrical about the midplane, as shown in Figure 1.

The mixed ply of fabric and unidirectional tape is expressed as:
[(±45)/0/(±45)/(0,90)/(±45)/90/90/(±45)/(0,90)/(±45)/(±45)], which can be simplified to [(±45)/0/(±45)/(0,90)/(±45)/90]s, where (±45) and (0,90) are the plies of fabric, as shown in Figure 2.
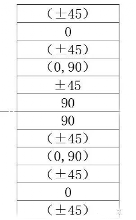
Figure 2 Schematic diagram of fabric and unidirectional tape layup
When the corresponding material needs to be represented by ply, the English letters of the material code can be added in the lower right corner, such as:
(±45)G represents ±45 degree glass fiber fabric
(±45)K represents ±45 degree Kevlar aramid fabric
III. Fiber Splicing
When the unidirectional tape ply needs to be spliced along the width direction, the splicing gap should be less than 1mm, and splicing perpendicular to the fiber direction is not allowed, as shown in Figure 3.

Figure 3 Unidirectional tape splicing gap requirements
When plies in the same direction (angle) need to be spliced, the distance between the two joints should be no less than 25 mm, as shown in Figure 4.

Figure 4 Requirements for gaps between layers in the same direction
- Precautions For Typical Structural Design
Composite I-beams (as shown in Figure 5) can provide high bending stiffness. When laying layers, it is necessary to fill the gaps between each layer group with corresponding fibers, and each layer group should remain symmetrical after being stacked.

Figure 5 Schematic diagram of I-beam layup group
The composite T-beam (as shown in Figure 6) is easy to manufacture and has good processability, but its torsion resistance is poor. In order to improve its torsion resistance, the end of the T-beam web is coated with fiber to improve its torsion resistance (as shown in Figure 7)

Figure 6 Schematic Diagram of T-Beam Laying

Regarding the design of process holes and positioning holes, round holes are the best, followed by oblong holes, and the worst is square holes. This is mainly because composite materials cannot be punched like traditional metals, and the processing of square holes is poor, as shown in Figure 8.

Composite material structures require mold forming, and fillets can improve the paving process. The size of the fillet is related to the product thickness and the mold form. When the product thickness t is less than 2.5mm, if the male mold is formed, the minimum radius should be the maximum value of 2 times the t thickness and 3mm, and if the female mold is formed, the minimum radius should meet R ≥ 2t+1.5 mm;
When the product thickness t is greater than or equal to 2.5mm, if the male mold is formed, the minimum radius should be the maximum value of the t thickness and 5mm, and if the female mold is formed, the minimum radius should meet R ≥ 2t+1.5 mm, see Table 1 for details. The relationship between the product fillet and the mold is shown in Figure 9.
Table 1 Product Fillet Size Selection Table
| Laminate thickness | Male Mold | Female Mold |
| t<2.5mm hour | R ≥ max(2t,3.0 mm) | R ≥ 2t+1.5 mm |
| t≥2.5mm hour | R ≥ max(t,5.0 mm) |

Figure 9 Schematic diagram of the relationship between the fillet of composite materials and the mold
Layer design is the key to the structural design of carbon fiber composite materials. How to transfer the excellent performance of the single-layer structure to the composite material structural components, the layup design plays a connecting role.
Common connection technology of carbon fiber composite materials
For traditional metal material structures, welding is usually used to connect parts. Its process is mature and has excellent load transfer performance.
Compared with metal structures, carbon fiber composite materials cannot use traditional connection methods due to their limitations in materials, processes, etc. In order to ensure the effective transfer of loads of various components, a reasonable connection method must be used to solve the problem.
Therefore, connection design is one of the key links to ensure the performance of composite materials.
Classification of composite material connection technology

01 Mechanical Connection
Advantages:
- Easy to check, high reliability;
- Repeatable assembly, good maintainability;
- No residual stress;
- Less affected by the environment.
Disadvantages:
- After drilling, local stress concentration occurs around the hole, reducing the connection efficiency;
- After drilling, the local strength of the laminate decreases, and local thickening is required;
- High requirements for drilling;
- Electrochemical corrosion.

02 Gluing
Advantages:
- No stress concentration caused by drilling, and the strength of the laminate is not affected;
- Anti-fatigue, sealing and shock absorption, good insulation;
- Structural crack expansion, good safety;
- No electrochemical corrosion between different materials.
Disadvantages:
- Large strength dispersion, low peel strength, difficult to transmit large loads;
- Greatly affected by the environment and easy to age;
- The bonding surface requires special treatment and strict process requirements;
- Permanent connection, cannot be disassembled after bonding, and difficult to repair.

03 Hybrid Connection
For composite materials, simple mechanical connection and adhesive connection cannot meet the assembly requirements, and hybrid connection is more suitable. Hybrid connection has the advantages of mechanical connection and adhesive connection.
- It can prevent or delay the expansion of adhesive layer damage, improve the performance of anti-peeling, impact resistance, fatigue resistance and creep resistance;
- It can further increase the connection strength and load transfer capacity under the condition of sealing, shock absorption and insulation;
- It can isolate metal fasteners and composite materials without electrochemical corrosion.
Precautions for Hybrid Connection:
- Tough adhesives should be used to coordinate the deformation of adhesive connection with the deformation of mechanical connection as much as possible;
- It is necessary to improve the matching accuracy of fasteners and holes, otherwise it is easy to cause shear damage of adhesive layer and reduce the connection strength.

Selection Of Various Connection Technology Applications
The selection of composite material connection methods should make full use of their respective advantages and follow the following principles:
Mechanical Connection:
- Mainly used for transferring concentrated loads or emphasizing reliability;
- Bolt connection can withstand greater loads than rivet connection, and is generally used for the connection of main load-bearing structures.
Adhesive Bonding:
- Generally suitable for transferring uniform loads or bearing shear loads;
- Can be used on non-main load-bearing structures, and is widely used in light aircraft, automobile industry, etc.;
- Parts with requirements for sealing, shock absorption, insulation, etc.
Hybrid Connection:
- Suitable for connection parts requiring a large safety margin, generally suitable for the connection of medium-thickness plates.
Welding:
- Mainly suitable for thermoplastic composite materials.
Carbon Fiber Composite Bonding Process

Carbon Fiber Automatic Bonding Process

Design Principles:
- Excellent adhesive connection design should make its adhesive strength not lower than the strength of the adhesive part itself, otherwise the adhesive will become a weak link and cause premature damage to the adhesive structure;
- The adhesive connection design should be based on the direction of the maximum load, so that the designed adhesive connection transmits the maximum load in shear, while the load in other directions is very small, and try to avoid tension and peeling force on the adhesive layer;
- Special attention should be paid to matching the thermal expansion coefficients of the adhesive parts.
Adhesive Selection For Composite Bonding:
Adhesives are divided into two types according to stress-strain characteristics: toughness and brittleness, as shown in the figure.

The shear strength of brittle adhesive is higher than that of tough adhesive, and the static strength of tough adhesive connection is higher. Therefore, when the ambient temperature is below 100°C, try to use tough adhesive, and when it is in a high temperature environment, it is best to use brittle adhesive. At present, the commonly used adhesives for carbon fiber composites are: epoxy resin, polyurethane, and acrylic.
Surface Treatment Of Composite Material Bonding:
The cleanliness, roughness and surface chemical structure of the bonding object surface directly affect the final bonding strength. The surface treatment process is mainly to improve the material surface and increase the bonding strength. There are three common surface treatment methods:

Composite Material Bonding Overlap Method:
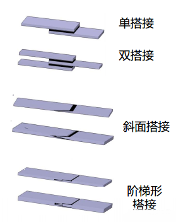
From the perspective of strength: when the bonded component is thin, a simple single-sided overlap or double-sided overlap is appropriate. When the bonded component is thick, due to the large eccentric moment generated by the eccentric load, a stepped overlap or a bevel overlap is appropriate:
- When the thickness of the bonded component t<1.8mm, a single overlap can be used, and the overlap length L/t=50~100;
- For medium-thick plates 1.8mm≤ t ≤ 4mm, a double overlap is more appropriate, and the overlap length L/t≈30;
- When the bonded component is very thick t>4mm, a bevel overlap is appropriate, and the overlap angle is 6°~8°. If the bevel processing is difficult to achieve in terms of technology, a stepped overlap is used
Notes:
- The fiber direction of the bonding surface of the composite laminate should be consistent with the load direction, and should not be perpendicular to the load direction, so as to avoid premature interlayer delamination damage of the bonded parts.
- The design of the composite bonding structure should make the adhesive layer work in a shear state, and try to avoid the adhesive layer from being subjected to tension and peeling force;
- Selection of bonding connection form The goal of bonding connection design should be to make the manufacturing process as simple as possible and the cost as low as possible;
- Measures should be taken at the bonding joint to reduce stress concentration and peeling stress of the bonding joint.
Overview of carbon fiber composite material molding process
Fiber-reinforced resin-based composite materials began in the 1930s and have a history of less than 100 years, but there are more than 20 processing technologies for composite materials. Although there are many types of processes, they are all derived from the same basis according to different material characteristics and usage requirements.
Carbon fiber has the characteristics of light weight and high strength. Technicians need to choose different molding processes according to the use requirements of carbon fiber composite materials in different application scenarios, and choose molding processing technology based on the comprehensive consideration of production costs on the basis of giving full play to the advantages of material performance. Below we briefly introduce several commonly used carbon fiber composite molding processes:
- Hand Lay-up Molding
Apply release agent and gel coat on the mold working surface, lay the cut carbon fiber cloth (or felt) on the mold working surface, then brush on the resin, use a brush, roller or scraper to squeeze it to make it evenly impregnated with glue to eliminate bubbles, then lay down the next layer of fiber cloth (or felt) and brush on the resin, repeat this process to the required thickness, and then shape, solidify and demold. The hand lay-up process is simple, low-cost, and widely applicable. It is widely used in many fields such as petrochemical containers, storage tanks, and shells.

Hand Lay-up Process Flow Chart

Schematic Diagram of Hand Lay-up Process
- Spray Molding
Mix chopped fibers and resin, and use compressed air in the spray gun to evenly spray the fibers and resin on the mold surface. After reaching the required thickness, use a rubber roller to flatten it back and forth, and finally solidify it into shape. Spray molding is a semi-mechanized molding process created to improve the hand lay-up molding process. It has a certain improvement in production efficiency and is mostly used to make transition layers for ship hulls, bathtubs, and storage tanks.

Injection Molding Process Flow Chart

Schematic Diagram of Injection Molding
03. Compression Molding
Place the material between the upper and lower molds, and fill the mold cavity with the material and expel the residual air under the pressure and temperature of the hydraulic press. After a certain period of high temperature and high pressure, the resin is solidified, and the carbon fiber product can be obtained by demolding. Compression molding is a highly applicable carbon fiber molding process, which has an irreplaceable position in the manufacturing of industrial load-bearing structural parts. Compression molding can be subdivided into prepreg compression molding, SMC compression molding, wet compression molding, etc.

Molding Process Flow Chart

Molding Process Diagram
- Winding Molding
After continuous fiber filaments or cloth tapes are soaked in the resin tank, the excess resin is squeezed out, and then they are wound onto the core mold according to the pre-designed arrangement rules. After winding to the designed thickness, they are cured and demolded to become composite materials. Carbon fiber winding molding can give full play to its high specific strength, high specific modulus and low density. It can be used to manufacture cylinders, spheres and some positive curvature rotational bodies or cylindrical carbon fiber products.

Winding Process Flow Chart

- Resin Transfer Molding
Resin transfer molding is a process technology in which low-viscosity resin flows in a closed mold, infiltrates reinforcement materials and solidifies into shape. It belongs to the category of liquid forming or structural liquid forming technology of composite materials.
The specific method is to pre-place reinforcement materials that have been reasonably designed, cut or pre-formed by mechanization in the designed mold. The mold must have peripheral sealing and tightening, and ensure smooth flow of resin; after closing the mold, a certain amount of resin is injected, and after the resin is solidified, the desired product can be demoulded to obtain. HP-RTM, VARTM, L-RTM, etc. are all improved molding methods of this process.
![]()
Resin Transfer Molding Process Flow Chart

Schematic Diagram of the Resin Transfer Molding Process
- Pultrusion
Pultrusion is to heat and shape carbon fiber tows, tapes or cloth impregnated with resin glue, and solidify them through an extrusion die under the traction of traction force, so as to continuously produce carbon fiber profiles with the same cross-sectional specifications and different lengths.
Composite material pultrusion molding process is a special process in the molding process. Its notable features are that it can fully realize the automation of the production process, high production efficiency, and the ability to mass produce. Pultrusion products have high strength, and the transverse and longitudinal strength of the finished products can be adjusted arbitrarily, which can meet the different mechanical requirements of carbon fiber composite products.
This molding process is suitable for the production of profiles with various cross-sectional shapes, such as I-shaped, angle-shaped, groove-shaped, special-shaped and other cross-sectional pipes, as well as combined cross-sectional profiles formed by the above cross-sections.

Schematic Diagram of Pultrusion Process

Typical Products Of Pultrusion Process
- Autoclave Molding
The prepreg is stacked in a preset direction and then placed in an autoclave after packaging to complete curing at a preset temperature and pressure. An autoclave is a special container that can withstand and adjust temperature and pressure within a certain range.
The prepreg is laid on the mold surface coated with a release agent, and then completely covered with a release cloth, adhesive felt, isolation film, and breathable felt in turn, and sealed in a vacuum bag. After vacuuming to test the sealing, it is placed in the autoclave.
Before being placed in the autoclave for heating and curing, it needs to be vacuumed, and then cured and formed under the action of high temperature and pressure in the autoclave. The formulation and implementation of curing process parameters are the key to ensuring the quality of autoclave-molded composite products.
This process is suitable for manufacturing load-bearing structural parts with high mechanical properties requirements, such as fairings, aircraft doors, airborne radar covers, brackets, wings, tails and other products.

Autoclave Molding Process Flow Chart

Schematic Diagram Of Autoclave Vacuum Bag Packaging

Schematic Diagram Of Autoclave Molding Process
The above is just a brief introduction to some commonly used carbon fiber composite molding process principles. There are many other processes used in the molding of carbon fiber composite materials, such as: vacuum bag molding process, sandwich structure molding process, lamination molding process, roll tube molding process, thermoplastic sheet molding compound manufacturing technology and cold die stamping molding process.
Each molding process has its own characteristics and advantages. Engineering and technical personnel should choose the appropriate process technology route for different products, and strive to achieve the highest cost-effectiveness of cost and performance requirements.
Performance comparison of carbon fiber composite materials and traditional metals
With the continuous development of the new energy vehicle industry, the requirements for lightweight vehicles are increasing. Among many materials, carbon fiber composite materials are increasingly valued by people for their excellent specific strength, specific stiffness, corrosion resistance and fatigue resistance. The different characteristics between carbon fiber materials and metal materials also provide different design ideas for engineering designers. The following will simply compare the characteristics and differences between carbon fiber composite materials and traditional metals.
- Specific Stiffness And Specific Strength
Compared with metal materials, carbon fiber materials are light in weight and high in specific strength and specific stiffness. The following table compares the mechanical properties of cross-ply fiber composites with conventional materials. It can be seen that conventional carbon steel performs very well in terms of modulus and strength, but its high density seriously affects lightweight applications.
The modulus and strength of 6-series aluminum are lower than those of carbon steel, but its density is lower. The modulus of resin-based carbon fiber is higher than that of aluminum alloy, and its strength can reach the level of high-strength steel through design, which is much higher than that of aluminum alloy. It has obvious advantages in both performance and lightweight.

- Designability
Metal materials are usually isotropic and have yield or conditional yield. Single-layer carbon fiber has obvious directionality. The mechanical properties of a single-layer plate along the fiber direction are 1 to 2 orders of magnitude higher than the properties in the perpendicular fiber direction and the longitudinal and transverse shear properties, and the stress-strain curve is a linear elastic relationship before fracture.
Therefore, carbon fiber materials can select the laying angle, ply ratio, and ply order of a single layer through laminate theory. According to the characteristics of load distribution, targeted design can be used to obtain the required stiffness and strength performance, while traditional metal materials can only achieve this through thickening. At the same time, the laminate performance tailoring design can not only obtain the required in-plane stiffness and strength performance, but also obtain a unique coupling stiffness between in-plane and out-of-plane.

- Corrosion Resistance
Compared with metal materials, carbon fiber materials have strong acid and alkali corrosion resistance. Carbon fiber is a microcrystalline structure similar to graphite crystals formed by high-temperature graphitization at 2000-3000℃. This structure itself has high resistance to medium corrosion, and can basically remain unchanged in elastic modulus, strength and diameter in up to 50% hydrochloric acid, sulfuric acid or phosphoric acid.
Therefore, as a reinforcing material, carbon fiber has sufficient guarantee in terms of corrosion resistance, and different matrix resins have different corrosion resistance. For example, the common carbon fiber reinforced epoxy resin matrix, epoxy resin has good weather resistance and can still maintain strength well.
- Fatigue Resistance
The main factors affecting the fatigue properties of carbon fiber composite materials are compressive strain and high strain level. Fatigue performance is usually tested by compression-compression (R=10) and tension-compression (R=-1), while metal materials are generally tested by tension-tension fatigue test with R=0.1.
Compared with metal parts, especially aluminum alloys, carbon fiber parts have excellent fatigue performance. In areas with high fatigue resistance requirements such as automobile chassis, carbon fiber composite materials have better application advantages. At the same time, there is almost no notch effect in carbon fiber materials.
For most carbon fiber laminates, the S-N curve of the notch test is the same as the S-N curve of the non-notch test during the entire life cycle.
- Recyclability
The current mature carbon fiber matrix uses thermosetting resin, which is difficult to extract and reuse after curing and cross-linking, causing a great impact on the environment. Therefore, the difficulty of carbon fiber recycling is one of the bottlenecks of industrial development and a technical problem that needs to be solved urgently for large-scale applications. At present, most recycling methods at home and abroad are generally costly and difficult to industrialize. Walter Carbon Fiber is actively exploring solutions for recyclable materials and has completed the trial production of multiple samples with good recycling effects and mass production conditions.

Conclusion:
Compared with traditional metal materials, carbon fiber materials have unique advantages in mechanical properties, lightweight, designability, and fatigue resistance. However, their production efficiency and recycling difficulties are still bottlenecks that restrict their further application. I believe that with breakthroughs in technology and process innovation, carbon fiber will be able to be used more and more in automobiles.
Carbon Fiber And Fabrics
As a lightweight and high-strength material, carbon fiber has been used in various industries such as aerospace, ships, construction, pressure vessels and automobiles. The following will introduce carbon fiber and its fabrics.
- Basic Properties Of Carbon Fiber
Carbon fiber (carbon fiber) is a fiber with a carbon content of 85% to 99% made from raw materials such as polyacrylonitrile fiber, asphalt fiber or viscose fiber through pre-oxidation, carbonization and other processes.
There are many types of carbon fiber, which are usually classified according to the performance and use of carbon fiber.
According to the mechanical properties of carbon fiber, there are general-purpose carbon fiber, high-strength carbon fiber, medium modulus carbon fiber, medium modulus high-strength carbon fiber and high modulus carbon fiber.
The strength of general-purpose carbon fiber is 1000MPa and the modulus is about 100GPa; the strength of high-strength carbon fiber is 2000MPa and the modulus is about 250GPa; the modulus of high-modulus carbon fiber is as high as 300GPa or more. If the strength is greater than 4000MPa, the carbon fiber is also called ultra-high-strength carbon fiber; the modulus is greater than 450GPa, which is also called ultra-high modulus carbon fiber.
According to the use of carbon fiber, there are carbon fiber for load-bearing structure, flame-resistant carbon fiber, conductive carbon fiber, lubricating carbon fiber and wear-resistant carbon fiber.
The density of carbon fiber is between 1.5~2g/cm³, which is mainly determined by the temperature of carbonization treatment in addition to the original silk structure. Generally, after high-temperature (3000℃) graphitization treatment, the density can reach 2.0g/cm³.
Carbon fiber has the characteristics of low density, high strength, high modulus, high temperature resistance, chemical corrosion resistance, low resistance, high thermal conductivity, low thermal expansion coefficient, radiation resistance, etc. In addition, it has the flexibility and weavability of the fiber, and its specific strength and specific modulus are better than other inorganic fibers.
Carbon fiber composites also have very good X-ray permeability, block neutron permeability, and can also give plastics electrical conductivity and thermal conductivity.
The disadvantages of carbon fiber are brittleness, poor impact resistance and high temperature oxidation resistance.
| Classification | Japan Carbon Fiber Association | Carbon Fiber National Standard | ||
| Strength MPa | Modulus GPa | Strength MPa | Modulus GPa | |
| High Strength | >2500 | 200-280 | ≥3500 | 220-260 |
| Medium Modulus | >4500 | 280-350 | ≥4500 | 260-350 |
| High Modulus | 350-600 | ≥3500 | 350-450 | |
| Ultra-High Modulus | 600 | ≥2500 | ≥450 | |
- Fabric
Fabric refers to a flat material made of yarn, filament, etc. using various weaving and other methods. Such as woven fabrics, knitted fabrics, braided fabrics, non-woven fabrics, etc. See the figure below.
Fiber tow is the most basic form of reinforcing material. Fiber tow is generally a fiber bundle strip arranged in parallel in the same direction with a pre-impregnated resin matrix, namely a unidirectional tape, which is used for process molding structure. In order to improve the process performance of the unidirectional tape, the fiber tow is woven into a special unidirectional fabric with a small amount of non-load-bearing weft fibers that maintain the warp arrangement of the fiber tow, also known as non-weft cloth or non-woven fabric. After the non-weft cloth is impregnated with resin, it is also called a unidirectional tape. Its fiber reinforcement effect is basically the same as that of the fiber tow unidirectional tape, but its covering process is greatly improved.
Woven cloth (fabric) is woven from warp fibers and weft fibers, and is divided into plain cloth, twill cloth and satin cloth, see the figure. The warp and weft fiber ratio of plain cloth is 1:1, and the cloth shape is stable and not easy to bend. The warp and weft of twill fabrics are interwoven at least once every two yarns. Satin fabrics are woven in different ways according to the number of wefts that are intersected by the warp and weft threads, 4, 5, and 8. There are 4-harness satin, 5-harness satin, 8-harness satin and other satin fabrics, each with its own characteristics.
Plain Weave Fabric

Twill Fabric

Satin Fabric

Woven fabrics are products made by weaving a set of warp yarns and a set of weft yarns perpendicular to each other on a loom in a certain pattern. One of the main problems of multi-layer woven fabrics is that it is difficult to weave a fabric with a fiber direction of ±45°.
Knitted fabrics are fabrics formed by weaving reinforcing fibers together with non-reinforcing fibers. Its characteristics are that the reinforcing fibers are not twisted and can effectively transfer loads. Knitted fabrics are materials for making preforms, and the fabrics are made into prepregs. The most fundamental difference between knitted fabrics and other textile methods is that knitting causes higher yarn bending.
This structure will make the fiber cloth and composite materials have relatively small structural strength, and the preform is easy to deform, so it is suitable for the preparation of non-structural parts with complex shapes.
Multi-axial warp knitting technology is a textile method that includes weaving and knitting technology. The woven fabrics processed by this technology are usually called non-bending fabrics. This fabric is very unique, and the orientation of the non-bending yarns is 0°, 90° and any angle between ±30° and ±60°.
- Carbon Fiber Composite Materials
Carbon fiber-reinforced polymer (CFRP) is a structural functional material made of carbon fiber or carbon fiber fabric as reinforcement and resin, ceramic, metal, etc. as matrix materials.
Carbon Fiber
Carbon fiber (CF) is an inorganic polymer fiber with a diameter of 6~8μm and a carbon content of more than 90% obtained by carbonizing polyacrylonitrile (or asphalt, viscose) organic fibers at a high temperature of more than 1000℃ under the protection of inert gas. Polyacrylonitrile (PAN)-based carbon fiber is currently the mainstream of carbon fiber, accounting for more than 90% of the market share. Carbon fiber can be divided into different categories according to its strength, raw fiber and tow size.

Matrix

The function of the matrix is to bond the reinforcing fibers together, transfer the load between the fibers, and evenly distribute the load on the fibers; the matrix can also prevent cracks and damage from expanding and ensure the interlaminar shear strength of the composite material.
In general, the matrix determines the limiting temperature of the composite material during its entire use period and controls the environmental resistance of the composite material.
There are two types of resins commonly used in CFRP. One type is thermosetting, mainly epoxy resin, vinyl resin, and unsaturated polyester resin, as well as phenolic and bismaleimide. The other type is thermoplastic resin, mainly polypropylene, polyethylene, polyetheretherketone, polyethersulfone, polyphenylene sulfide, etc.
Molding Process
Depending on the type of resin used, as well as the type and state of carbon fiber (which can be made into various forms such as fabrics and short fibers), the properties of the manufactured CFRP are also very different. Usually there are molding processes such as liquid molding, autoclave, compression molding, and HP-RTM.

- Application Of Carbon Fiber and its Composite Materials
With the energy conservation and environmental protection of automobiles and the consumption of non-renewable fuel, the lightweight of automobiles has attracted more and more attention. The application of carbon fiber (CF) and carbon fiber composite materials (CFRP) in the automobile industry has made it possible. As the world’s leading automobile manufacturer, BMW of Germany took the lead in fully opening the application mode of CFRP in the automobile field in 2007.
The all-carbon fiber body of Qiantu Motor K50 also means that the lightweight application of carbon fiber in automobile exterior coverings has been verified. From 2010 to 2017, the proportion of CFRP in automobiles has increased significantly, with an average annual growth rate of 31.5%. Facts have proved that CFRP is the main material on the road of lightweighting in the automobile industry.

However, the mass promotion and application of CFRP still faces many new challenges: process cost optimization, post-processing efficiency and engineering production of carbon fiber products, and the research on DFM (design for manufacturing) and technology is not deep enough.
As a company focusing on carbon fiber products, Walter Carbon Fiber has gathered professional automotive composite materials talents. It has always been committed to the mass application of carbon fiber products, and has carried out in-depth research and production and manufacturing for this purpose, actively promoting the development of carbon fiber composite materials. In the future, we will continue to work together with colleagues in the industry to promote the mass and low-cost development of carbon fiber composite materials!
Due to its advantages of high strength and light weight, carbon fiber composite materials are currently being widely used in high-end cars, sports cars, racing cars and some electric vehicles.
K50 electric sports car

Front Fender Decorative Panel

Side Outer Panel Sub-Assembly And Side Skirt Panel Body

Fender

ANY QUESTIONS OR COMMENTS, PLEASE GET A HOLD OF US IN WHICHEVER WAY IS MOST CONVENIENT. WE WILL REPLY YOU WITHIN 24 HOURS.

