
Current Status of Pultrusion Technology and Future Technological Progress
The pultrusion process is still in a stage of rapid development. From the development trend at home and abroad, it is mainly used to produce large-size, complex-section, and thick-walled products. The development focus is on: new marine composite materials, power transmission, structural components of civil engineering, and high-rise building projects.
At present, the thickest pultrusion products abroad have reached 101.6mm. At the same time, the pultrusion process has also developed from the “black art” in the mold cavity to a more scientific experimental method, repeatedly verifying and studying the in-mold curing dynamics, and using various electronic equipment, resin injection, mold design, etc. to continuously optimize the quality and improve productivity. With the development of advanced equipment, those processes that were previously considered unimaginable will continue to emerge.
Characteristics of Pultrusion:
First, the process is simple and efficient, suitable for large-scale production of high-performance fiber composite materials. The pultrusion line speed is known to reach more than 4m/min, and the simultaneous production of multiple products further improves production efficiency.
Second, pultrusion can best play the reinforcing role of fibers. In most composite manufacturing processes, fibers are discontinuous, which causes a great loss of fiber strength. Even if continuous fibers are wound, the bending and overlapping of fibers also cause a certain loss of strength. For example, in spiral winding, the fiber tension is generally only 75% to 85%. In pultrusion, the fiber is not only continuous but also fully straightened, which is an ideal form for exerting fiber strength.
Third, the quality fluctuation is small. The pultrusion process has a high degree of automation, fewer processes, and a short time. The operating technology and environment have little effect on the quality of the product. Therefore, with the same raw materials, the quality stability of pultruded products is higher than that of other process products.
Online Weaving Pultrusion Molding Method
Automatic weaving was realized in the early 20th century. Traditional composite material weaving is achieved by the mandrel moving at a constant speed on a certain track on the braiding machine. The impregnation of the braided preform can be achieved by hand paste or automatic injection technology or by adding resin directly at the forming braiding point.
In theory, compared with other preform manufacturing technologies, braided tubular parts are most suitable for pultrusion. The biggest advantage of weaving is that unidirectional fibers can be introduced into the braided structure, and axial fibers can be introduced from any braided fiber joint. This structure is an organic combination of continuous circumferential reinforcements and axial reinforcements into a very stable preform.
All fibers of the braid are oblique, with an angle of 0° and 90° with the axis. The braiding principle and braided sleeve are shown in Figures 1 and 2. During the braiding process, the fiber’s movement trajectory is a spiral line. Selecting a reasonable fiber angle can adjust the ratio of the product’s radial strength to the axial strength. At the same time, selecting an appropriate fiber arrangement density can meet the requirements of strength and appearance.

Figure 1 Weaving principle diagram
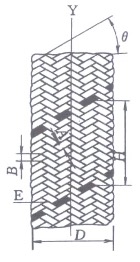
Figure 2 Braided Sleeve
To meet the technological requirements, the existing braiding machine needs to be partially modified, and the winding parts on the original machine, such as the crank, worm gear, and winding disk, need to be removed. The original winding shaft is replaced with a core mold of the corresponding diameter. This core mold extends into the mold to form the inner diameter of the product. The dimensional accuracy and finish of the core mold are required to be high. This shaft section must be firmly fixed and can be adjusted in four directions: up, down, left, and right.
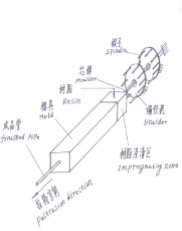
Figure 3 Schematic diagram of online weaving pultrusion
Figure 3 is a schematic diagram of online weaving pultrusion. The core rod is inserted into the mold from the tail end of the stitching machine, and the resin is injected into the cavity at the front end of the mold under pressure through the pump to impregnate the fiber.
The online woven tubular fiber sleeve is pulled by the traction device of the pultrusion machine, and the core mold is fixed. After the fiber sleeve is woven along the core mold, it enters the mold, impregnates the resin in the resin impregnation area at the entrance of the mold, and is pulled through the heated mold. It gels and solidifies in the mold and finally becomes a finished FRP pipe. At present, domestic manufacturers have adopted this process for production and applied for patents.
Polyurethane Pultrusion
Traditional pultrusion resins include polyester, vinyl ester, epoxy resin, etc. The use of polyurethane resin for pultrusion is a newly developed technology. Bayer Material Science of Germany is vigorously promoting the development of this technology and has successfully manufactured polyurethane pultrusion products for sale.
This new two-component polyurethane is formed by mixing polyols with a highly reactive isocyanate using a patented method. The addition of isocyanate imparts the following properties: low viscosity (ensuring good fiber impregnation), long gel time (convenient temporary shutdown), rapid polymerization (increases molding speed), good surface finish, and competitive cost.
Compared with other materials, the superiority of polyurethane pultrusion process is obvious. It can increase the glass fiber content in the product and greatly improve the strength of the product. For example, the window frame obtained by pultruding glass fiber and polyurethane resin is 8 times stronger than PVC window frame, and its conductivity is 40 times lower than aluminum, so the insulation performance is much better. At the same time, because polyurethane pultruded window frames are less brittle, they will not crack and thus last for a long time.
Polyurethane Pultrusion Technology has the Following Advantages:
- When pultruding certain profiles with traditional resins, it may require the use of up to 4 or 5 different glass fiber mats. With polyurethane pultrusion, glass fiber roving can often be used instead of glass fiber mat. Mats are easy to break, and fragments may clog the machine and affect production. After eliminating glass fiber mats, the cost of raw materials and the labor cost of operating the mats are reduced. Eliminating the felt can, to a certain extent, increase the production line speed and thus improve cost-effectiveness. On the other hand, replacing the felt with roving can increase the fiber volume content to about 80%, while most non-polyurethane pultrusion products have a fiber content of 60%. In this way, the higher glass fiber content combined with the better-performing resin creates a polyurethane pultrusion profile with better strength and stiffness.
- The application of polyurethane pultrusion products is wider. These products can be used for purposes that polyester resins cannot perform, replacing steel and aluminum in the construction, infrastructure and transportation markets.
- It is relatively simple, convenient and economical to convert from the original pultrusion system to the polyurethane pultrusion system without a large investment. The original die, heater and unit can still be used. There are two pieces of equipment that need to be modified: the resin metering/mixing device and the resin injection box. First, because polyurethane is a two-component system, a special metering/mixing device is required. Second, because of the reactivity of polyurethane resin, the traditional open resin tank needs to be eliminated and replaced by a resin injection system to adapt to the faster gel time of polyurethane. Bayer MaterialScience has designed a resin injection box specifically to optimize the impregnation of glass fibers during pultrusion. The injection box can be made of high-density polyethylene material to reduce costs, facilitate cleaning and prevent fiber damage. The pumping rate of the two components of the resin matches the resin consumption rate, and sufficient pressure is maintained in the injection box to ensure that the glass fibers are impregnated.
- Polyurethane pultrusion parts also have assembly advantages, especially convenient fastening. When installing screws on polyurethane pultrusion products, there is no need to pre-drill holes, which can save time and labor. In turn, the force required to pull out a screw in a polyurethane pultrusion product is more than twice the force required to pull out a screw in a polyester pultrusion product.
CRTM (Reaction Injection Pultrusion) Reaction injection molding was developed in the late 1970s. After passing through the yarn guide and preform mold, the glass fiber enters the continuous resin transfer molding mold. In the mold, a special resin is injected at a stable high pressure and flow rate to fully saturate the glass fiber and remove bubbles. Under the traction of the traction machine, it enters the mold for curing and molding, thus realizing continuous resin transfer molding (Continuous Resin Transfer Molding Pulltrusion Process CRTM) or injection pultrusion.
The raw materials used in this method are not polymers, but two or more liquid monomers or prepolymers are added to the mixing head in a certain proportion, mixed evenly under pressure, and immediately injected into the closed mold. The polymerized and cured in the mold are formed into products. Since the raw materials used are low-viscosity liquids, the mold cavity can be quickly filled with a small pressure, so the clamping force and mold cost are reduced, which is particularly suitable for the production of large-area products.
Reaction injection molding requires that the components react quickly once mixed, and the material can be cured to the extent that it can be demolded. Therefore, special raw materials and formulas should be used, and sometimes the products need to be heat treated to improve their performance. The key to the molding equipment is the structural design of the mixing head, accurate metering and delivery of each component. In addition, the temperature control of the raw material storage tank and the mold is also very important.
Reaction Injection Pultrusion has the Following Advantages:
- The glass fiber is fully impregnated, the FRP products produced have less microbubbles and excellent electromechanical properties;
- The resin supply system is easily isolated from the atmosphere, and the product performance is not easily affected by the environment;
- The injected resin always maintains the same curing characteristics (always “new glue”);
- It is easy to get a transparent product, so that product defects (such as inclusions, yarn knots, etc.) are easy to find and remove;
- The impact on the environment and operators is small.
Curved Surface Pultrusion
Based on the existing pultrusion technology, Goldworthy Engineering in the United States has developed a pultrusion process that can continuously produce curved profiles for the production of bow leaf springs for automobiles.
The pultrusion equipment of this process consists of a fiber guide device (for distributing fibers), a dip tank, a radio frequency electric energy preheater, a guide device, a rotary disk female mold, a fixed male mold base, a mold heater, a high-speed cutter and other devices. The raw materials used are unsaturated polyester resin, vinyl resin or epoxy resin and glass fiber, carbon fiber or mixed fiber.
The production process of bow leaf spring is: fix several female molds (called rotating molds) with the same curvature as the concave surface of the leaf spring on the rotating table to form a complete annular mold. The number of female molds should match the length of the leaf spring. At the same time, fix the concave surface of the male mold base so that it corresponds to the convex surface of the rotating annular female mold, and the gap between them is the molding cavity.
When the turntable rotates, the reinforcing material impregnated with resin is pulled through the high-frequency preheater and the yarn guide device, and then enters the closed mold cavity composed of the fixed male mold and the rotating female mold through the template at the end of the fixed mold close to the yarn guide device, and then bends and solidifies according to the shape of the mold. The product is always placed in the mold cavity before being cut. After the product to be cut is removed from the mold cavity, the rotating mold enters the next round of production position.

Thomas, a German company, has recently developed a new manufacturing technology, “radius pultrusion”, which makes it possible to produce pultruded profiles with continuous radius bends at almost all angles. This technology can produce arched or rounded parts, including spiral parts, allowing us to jump out of one dimension and produce three-dimensional pultruded profiles.

Radius pultrusion can be applied to automotive, aircraft, structural, architectural and furniture applications and allows for curved as well as continuous profile projects.

In recent years, the pultrusion process has achieved rapid development, which is closely related to the adoption of new resins and the application of new molding technologies, greatly expanding the application field of materials. At the same time, the emergence of new sensors and control technologies has further improved the quality of pultruded products. Pultrusion, a FRP production process with strong vitality, will become the main production technology for many new products in the future.
ANY QUESTIONS OR COMMENTS, PLEASE GET A HOLD OF US IN WHICHEVER WAY IS MOST CONVENIENT. WE WILL REPLY YOU WITHIN 24 HOURS.

