
Pultrusion Process and Application
Overview Pultrusion is a molding method for producing FRP linear profiles. It is driven by a traction device to impregnate untwisted glass fiber roving and other continuous reinforcement materials with glue, preform them, and then solidify them through a heated molding mold to achieve continuous production of FRP products.
Pultrusion technology was studied as early as 1948. It was first registered and patented in the United States in 1951. It really entered the field of structural materials in the early 1970s. After that, pultrusion technology became a widely used process technology and gradually attracted the attention of all sectors of society. With the improvement of raw materials and equipment manufacturing level, many key technologies of pultrusion technology have made major breakthroughs and achieved rapid development.
- Advantages of Pultrusion Technology
(1) The physical and mechanical properties of composite products, especially the longitudinal specific strength and specific stiffness, are quite outstanding.
(2) The process is easy to realize automatic control and the product quality is stable.
(3) Basically no scraps are generated during the process, and the effective utilization rate of raw materials is high.
(4) High production efficiency.
(5) The length of the product is only limited by the production space, and has nothing to do with equipment capacity and process factors.
(6) With the gradual improvement of raw material varieties and specifications and the improvement of process level, almost any linear constant cross-section composite material profile with complex cross-section can be formed by pultrusion, and the ability to adapt to different uses and load requirements is gradually enhanced.
- Application of Pultruded Products
Pultruded products are competing with traditional metals, wood, plastics, ceramics and other materials in the market with their unique advantages. They are widely used in sports, medicine, agriculture and various industrial fields. They are an excellent structural and decorative material.
(1) Electronic/Electrical Market Electronic/Electrical Applications are the Earliest Pultruded Product Market.
In recent years, the continuous development of new products and innovation has been one of the development focuses. Typical pultruded products include: electric poles, electrical scaffolding, insulation boards, fuse tubes, busbar tubes, wire tubes, radio antenna poles, optical fiber cables, insulators, electric poles, cable trays, fuse tubes, and various other electrical components.

Figure 9-1 Pultruded profile

Figure 9-2 Insulated ladder made of pultruded profiles
(2) Petrochemical Market
The petrochemical market is an important field for pultruded products. The pultrusion process is particularly used to manufacture standard profiles such as angle, I-shaped, and grooved profiles, as well as pipes of various cross-sectional shapes. The thickness of the same product cross section is variable, and the length of the product is not limited. In chemical plants or factories with corrosive media, typical products include: pipe network support structures, structural profiles, grid floors, railings, overpasses and working platforms, sucker rods, downhole pressure pipelines, sliding guide wheels, ladders, stairs, demisting blades, internal and external support structures of tank products, various pipes, tanks, towers, troughs and filter screens for waste gas and wastewater treatment, offshore platforms and other products.

Figure 9-3 Walkways, barriers, stairs, and guardrails made of pultruded profiles

Figure 9-4 Handrail made of pultruded profile

Figure 9-5 Platforms and railings made of pultruded profiles
(3) Construction and Machinery Manufacturing Market
Pultruded products are used to replace structural steel, alloy aluminum, high-quality wood and other materials in various construction and machinery manufacturing. They can be used to manufacture automobile bumpers, vehicle and machine tool drive shafts, body frames, leaf springs, transport storage tanks, packaging boxes, pads, luggage racks, etc. It is particularly suitable for manufacturing floors, top beams, pillars, frames, etc. for aircraft, vehicles and ships.
In these occasions, it not only provides sufficient strength but also reduces the weight of the structure, achieving the dual purpose of reducing energy consumption and increasing transportation capacity. In addition, because its vibration resistance is better than that of traditional structural materials, it can also extend the service life of these moving components. Because it has high strength, good corrosion resistance and self-lubricating properties, it has become an excellent material for manufacturing agricultural machinery. Modern buildings and bridges also require structural materials with high strength, good vibration resistance and atmospheric corrosion resistance. Pultrusion products meet these requirements and are ideal building materials.

Figure 9-6 Railings for houses

Figure 9-7 Window frames and railings made of pultruded profiles
(4) Decoration and Manufacturing Market
In residential decoration and furniture manufacturing, operating tables, splints, crutches, medicine cabinets, instrument carts and various equipment brackets made of it are both strong and light. Pultruded products produced using dyed self-extinguishing resins are used to make residential fences, corridor railings, door and window frames, curtain frames, floor fan rods, various hand tool handles and furniture. They are strong, beautiful, fireproof and do not require painting. Horizontal bars, parallel bars, racket rods, fishing rods, etc. made of pultruded products are now excellent sports equipment. In addition, pultruded products can also be used to build large-scale amusement facilities, such as water parks

Figure 9-8 Playground Stairs

Figure 9-9 Amusement park pavilion
(5) Military Products Market
Pultrusion products are also widely used in military products. In addition to being used as structural materials in various military aircraft, vehicles, and ships, they can also be used in composite armor of tanks and armored vehicles, gun parts, brackets, ammunition packaging boxes, camouflage equipment antennas, bulletproof plates, ship railings, etc. Due to its high strength, light weight, good vibration and corrosion resistance, it can reduce maintenance and improve the mobility of troops. Using it to make missile and rocket shells can reduce the weight of the projectile and increase the range.
III. Development Trend
- Market Development Trend of Pultruded Products
With the continuous improvement of pultrusion process technology, pultruded products are becoming more and more diversified, from the initial size and structure of single tubes and rods to large size, complex cross-section, thick-walled products and other structural forms. Its key application areas are composite materials for bridges, composite materials for power transmission, structural components of civil engineering, high-rise building projects, composite materials for rail transit, etc.

Figure 9-10 Pultruded profile tower

Figure 9-11 Pultruded structural parts for construction
(I) Composite Material Bridges
FRP bridges have the advantages of light weight, convenient construction and erection, strong corrosion resistance, maintenance-free, fatigue-resistant, and can achieve large-span bridge construction. They can be used for grade separation in busy streets, across uninterrupted railways and highways, to restore traffic interruptions caused by disasters, provide traffic guarantees in emergencies, and military operations.
Since the 1970s, FRP has been tried in bridge engineering. The United Kingdom, the United States, and Israel were the first to use this new material as the main component in building structures and bridge structures. In the late 1970s, my country also began to study GFRP bridges.
In 1982, Miyun, Beijing built a GFRP simply supported honeycomb box girder highway bridge with a span of 20.7m and a width of 9.2m. It was the world’s first FRP vehicle bridge, as shown in Figure 9-12, proving the feasibility of FRP as a load-bearing component. In 1986, Chongqing built a cable-stayed FRP pedestrian bridge, as shown in Figure 2, which promoted the application of FRP large-span bridges.
In recent years, as FRP has been gradually accepted in structural engineering, its application in bridge structures has also developed rapidly. FRP bridges of various structural forms have been built around the world, and there are now more than 100 of them. For example, the Aberfeldy Pedestrian Bridge built in Scotland, UK in 1992 is a cable-stayed bridge with an all-FRP structure. The Lleida Bridge built in Spain in 2001 is an arch bridge, and the Clear Crack Bridge in the United States is an FRP profile beam bridge.

(II) Composite Materials for Power Systems
- Composite Materials Poles and Towers
During long-term operation, various defects of traditional transmission poles (including wooden poles, cement poles, steel poles and iron towers) are gradually exposed. Traditional transmission poles and towers generally have defects such as heavy weight, easy to rot, rust or crack, poor durability, short service life, difficult construction, transportation and operation and maintenance, and prone to various safety hazards.
Due to the characteristics of high strength, light weight, corrosion resistance, fatigue resistance, durability and good electrical insulation performance, and designable performance, FRP is an ideal choice for transmission pole and tower structural materials. At present, the application forms of FRP in transmission poles and towers abroad mainly include variable cross-section single poles and straight tube assembled towers. The use of composite power poles and towers can reduce the amount of insulators in each insulator string, the insulator string can be closer to the structure, and the distance between phase lines can be reduced. Under the design condition of shielding the phase conductor from lightning strikes, the height of the lightning conductor can be reduced, thereby making the pole tower structure design more compact.
The superiority of composite tower insulation is of great significance in solving the problems of pollution flashover, fog flashover, and especially lightning tripping in the operation of high-voltage transmission line towers. The hybrid structure mode is adopted, that is, the tower is divided into two sections, the upper section is composite material, which is used to resist flashover, and the lower section is steel or reinforced concrete, which is used to withstand mechanical stress, which can achieve the purpose of being both practical (solving the tripping problem) and economical (reducing the cost). Especially in areas where power accidents such as pollution flashover, ice flashover, dancing, wind deviation and lightning strikes frequently occur, it has a good application prospect. Especially in ultra-high voltage and ultra-high voltage transmission, the use of composite power towers can significantly reduce the requirements for insulation level. In addition, composite towers have the characteristics of strong resistance to natural disasters such as smog, acid rain, and strong winds. No maintenance is required after installation. The service life of foreign towers is predicted to be up to 80 years.

Figure 9-16 Pultruded profile tower

Figure 9-17 Pultruded profile tower
- Composite Cable Core
The traditional transmission cable is aluminum steel core wire (ACSR), which consists of a round steel core that supports the line and an aluminum conductor that transmits the current. ACSR has two disadvantages: heavy weight and low temperature resistance. In order to further increase the amount of power transmission, people seek to develop new cables that are lightweight, high-strength, low-sag, corrosion-resistant, and low-line loss. The newly developed transmission cable uses carbon fiber composite materials, a composite cable core and trapezoidal aluminum wires, called composite cable core aluminum wire (ACCC). This ACCC design is a patented technology of CTC, an American company, and has now been applied in engineering.

Figure 9-18 Pultruded cable core
The composite cable core composed of carbon fiber and thermosetting resin curing molding has a series of excellent properties such as light weight, high strength, high modulus, corrosion resistance, fatigue resistance, creep resistance, electrical conductivity, heat transfer and small thermal expansion coefficient. my country has imported this kind of wire from the United States for power transmission projects. At present, Jiangsu, Hebei, Beijing, Liaoning and other places have successively started independent research and development.
The Main Advantages Of The Carbon Fiber Composite Core Conductor Series Are:
- The strength of the carbon fiber composite core conductor is twice that of ordinary conductors.
- The carbon fiber composite core conductor has high conductivity and saves 6% energy.
- The carbon fiber composite core conductor has low sag, reducing the sag by more than 2 times.
- The carbon fiber composite core conductor is 10-20% lighter.
- The carbon fiber composite core conductor is corrosion-resistant and has a service life that is more than twice that of ordinary conductors.
- The investment cost of the same capacity line of the carbon fiber composite core conductor is lower than that of ordinary conductors.
(III) Composite Material Siding
The American Stoughton Composites Company has developed container siding for truck and rail transportation of refrigerated goods. Four Japanese companies, including Sumitomo Construction and Nippon Catalyst, have successfully developed a large FRP formwork for pouring concrete and have officially launched the product on the market. The corrosion resistance of this FRP formwork to chemical substances such as acids and alkalis and water is the same as that of stainless steel and aluminum.
And it can maintain corrosion resistance to these substances for a long time. This formwork has the electrical insulation and arc resistance unique to FRP materials, and its electrical performance is very good. The standard size of this large FRP formwork is: length 5250mm, width 900mm, height 55mm.
On the inner side of the formwork, a reinforcing rib is set every 100mm along the length direction of the formwork, and the weight of each formwork is about 70kg. The unit area weight of this FRP formwork made by pultrusion molding is only 1/3 of that of steel formwork, but its strength is equivalent to that of metal formwork, so it can facilitate the construction of concrete structures.
(IV) Transportation Composite Materials
The main products are FRP protective covers, cable troughs, cable racks, floors, toilet boxes, berths, luggage racks, walkway grilles, guardrail grilles, etc. FRP composite cable ducts are used in the English Channel Tunnel, with a total length of 450 kilometers and a total weight of more than 2,200 tons. Its technical requirements are very strict, requiring corrosion resistance, fire resistance, high strength, insulation, and a complex appearance. Finally, FRP composite pultruded profiles were selected and satisfactory results were achieved.
As early as the 1970s, developed countries such as the United States began to develop and use contact rail fiberglass protective cover systems in the field of rail transportation. In my country’s subway construction, cities that have adopted or plan to adopt fiberglass protective covers include Beijing, Tianjin, Wuhan, Shenzhen, Kunming, etc. With the vigorous development of rail transportation, the market potential is huge.

Figure 9-19 Pultruded subway shield
- Development Trend of Pultrusion Process
Characteristics of pultrusion: First, the process is simple and efficient, suitable for large-scale production of high-performance fiber composite materials. The pultrusion line speed is known to reach more than 4 m/min, and multiple products can be produced at the same time, which further improves production efficiency. Second, pultrusion can best play the reinforcing role of fibers. In most composite manufacturing processes, fibers are discontinuous, which causes a great loss of fiber strength. Even if continuous fibers are wound, the strength is lost to a certain extent due to the bending and overlapping of the fibers.
For example, in spiral winding, the tension of the fibers is generally only 75% to 85%. In pultrusion, the fibers are not only continuous but also fully straightened, which is an ideal form for exerting fiber strength. Third, the quality fluctuation is small. The pultrusion process has a high degree of automation, fewer processes, and a short time. The operating technology and environment have little effect on the quality of the product. Therefore, using the same raw materials, the quality stability of pultruded products is higher than that of other process products.
The pultrusion process is still under development. From the perspective of foreign development trends, in order to produce large-size, complex-section, and thick-walled products, the development focus is on: new marine composite materials, power transmission, structural components of civil engineering, and high-rise building projects. At the same time, the pultrusion process has also developed from the “black art” in the mold cavity to a more scientific experimental method, repeatedly verifying and studying the in-mold curing dynamics, and continuously optimizing the quality and improving productivity with the help of various electronic equipment, resin injection, mold design, etc. With the development of advanced equipment, those processes that were previously considered unimaginable will continue to emerge.
Online braiding pultrusion molding method
In order to improve the lateral strength and impact resistance of pultruded products, a braiding pultrusion process that combines braiding and pultrusion has emerged. According to product needs, a reasonable fiber angle can be selected, the ratio of radial strength to axial strength of the product can be adjusted, and the special performance requirements of the product can be achieved.
Traditional composite material braiding is achieved by the mandrel moving at a constant speed on a certain track on the braiding machine. The impregnation of the braided preform can be achieved by hand lay-up or automatic injection technology or by adding resin directly at the braiding point of the forming.
Theoretically, braided tubular parts are most suitable for pultrusion compared with other preform manufacturing technologies. The biggest advantage of braiding is that unidirectional fibers can be introduced into the braided structure, and axial fibers can be introduced from any braided fiber joint. This structure organically combines continuous circumferential reinforcements and axial reinforcements into a very stable preform.
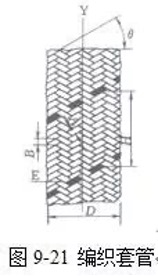
All fibers in the braid are oblique, and the angles with the axis are not 0° and 90°. The braiding principle and braided tube are shown in the figure. During the braiding process, the movement trajectory of the fiber is a spiral line. Choosing a reasonable fiber angle can adjust the ratio of radial strength to axial strength of the finished pipe, and choosing a suitable fiber arrangement density can meet the requirements of strength and appearance.

To meet the technological requirements, the existing braiding machine needs to be partially modified, and the winding parts on the original machine, such as the crank, worm gear, and winding disk, should be removed. The original winding shaft should be replaced with a core mold of the corresponding diameter. This core mold extends into the mold, and its outer diameter is the inner diameter of the pipe, so it must have dimensional accuracy and finish requirements; this shaft should be firmly fixed and should not shake. The root diameter can be slightly larger than the diameter of the section extending into the mold.

Figure 9-22 Schematic diagram of online weaving pultrusion
In the figure, the core mold goes straight into the mold from the tail end of the stitching machine, so there is no traditional dipping tank. The resin is injected into the cavity at the front end of the mold under pressure through a pump. The online woven billet tube is pulled by the traction device of the pultruder, and the core mold is fixed. The billet tube is woven along the core mold, enters the mold from the front end of the core mold, and is impregnated with resin in the resin impregnation area at the front end of the mold (the resin is continuously injected into the mold cavity under pressure), and is pulled through the heated mold (the matrix resin gels and solidifies in the mold), and finally becomes a finished FRP pipe.
Polyurethane Pultrusion
The pultrusion process has been used to manufacture composite products for decades. The resins traditionally used in the pultrusion process include polyester, vinyl ester, epoxy resin, etc. Pultrusion using polyurethane resin is a relatively newly developed technology. Bayer Material Science of Germany is vigorously promoting the development of this technology and has successfully launched several polyurethane pultrusion products.
This new two-component polyurethane used for pultrusion is formed by mixing polyols with a highly reactive isocyanate using a patented method. Isocyanate is selected to optimize the pultrusion properties. Its characteristics are: low viscosity (to ensure good fiber impregnation), long gel time (easy start and stop), rapid polymerization (increase molding speed), good surface finish, and competitive cost.
Compared with other materials, polyurethane pultrusion can produce multiple benefits. It can increase the glass fiber content in the product and greatly improve the strength of the product. For example, the window frame pultruded with glass fiber and polyurethane resin is 8 times stronger than PVC window frame, and its conductivity is 40 times lower than aluminum, so the insulation performance is much better. At the same time, because polyurethane pultruded window frames are less brittle, they will not crack and are durable.
The use of Polyurethane Pultrusion Technology has the Following Advantages:
(1) When pultruding certain profiles with traditional resins, it may require the use of up to 4 or 5 different glass fiber mats. These mats must be cut and shaped. With polyurethane pultrusion, glass fiber roving can often be used instead of glass fiber mats. Eliminating glass fiber mats reduces the cost of raw materials and the labor cost of operating mats. Eliminating the felt can increase line speeds in many cases, thereby improving cost-effectiveness. On the other hand, replacing the felt with roving can increase the fiber volume content to about 80%, while most non-PU pultrusion products have a fiber content of 60%. In this way, the higher glass fiber content combined with the better-performing resin creates a PU pultruded profile with better strength and stiffness.
(2) The higher strength performance of PU pultruded products opens up some new applications.
These products can be used for applications that polyester resins cannot perform, replacing steel and aluminum in the construction, infrastructure and transportation markets.
(3) Converting the original pultrusion system to a PU pultrusion system is relatively simple, convenient and economical, without the need for a large investment. The original die, heater and unit can still be used.
There are two pieces of equipment that need to be modified: the resin metering/mixing device and the resin injection box.
First, Because PU is a Two-Component System, a Special Metering/Mixing Device is Required;
Second, because the reactivity of PU resin, the traditional open resin tank needs to be eliminated and replaced by a resin injection system to adapt to the faster gel time of PU.
Bayer MaterialScience has designed a resin injection box specifically to optimize the impregnation of glass fibers during pultrusion. The injection box is installed flush with the top surface of the pultrusion die inlet. The injection box can be made of high-density polyethylene material to reduce costs, facilitate cleaning and prevent fiber damage. The pumping rate of the two components of the resin matches the resin consumption rate, and sufficient pressure is maintained in the injection box to ensure glass fiber impregnation.
(4) In addition to the above-mentioned physical properties and molding advantages, polyurethane pultrusion parts also have assembly advantages, especially convenient fastening.
Due to the strength of polyurethane, when installing screws in polyurethane pultrusion products, there is no need to pre-drill holes, which can save time and labor. Conversely, the force required to pull out a screw in a polyurethane pultrusion product is more than twice the force required to pull out a screw in a polyester pultrusion product.

Figure 9-23 Polyurethane pultrusion process

Figure 9-24 Balcony walkway and railing of polyurethane pultrusion profile
CRTM (Reaction Injection Pultrusion)
Reaction injection molding was developed in the late 1970s. After passing through the yarn guide and preforming mold, the glass fiber enters the continuous resin transfer molding mold. In the mold, special resin is injected with stable high pressure and flow to fully saturate the glass fiber and remove bubbles. The fully saturated and bubble-free glass fiber enters the curing molding mold of the mold under the traction of the traction machine, thereby realizing continuous resin transfer molding (Continuous Resin Transfer Molding Pultrusion Process CRTM) or injection pultrusion.
The raw materials used in this method are not polymers, but two or more liquid monomers or prepolymers are added to the mixing head in a certain proportion, mixed evenly under pressure, and immediately injected into the closed mold. They are polymerized and cured in the mold and formed into products. Since the raw materials used are liquid, the mold cavity can be quickly filled with a small pressure, so the clamping force and mold cost are reduced, which is particularly suitable for the production of large-area parts. Reaction injection molding requires that all components react quickly once mixed, and that the material can be cured to the extent that it can be demolded.
Therefore, special raw materials and formulas must be used, and sometimes the product needs to be heat treated to improve its performance. The key to molding equipment is the structural design of the mixing head, accurate metering and delivery of each component. In addition, the temperature control of the raw material storage tank and the mold is also very important.
Reaction Injection Pultrusion has the Following Advantages:
- The glass fiber is fully impregnated, and the FRP products produced have a small content of microbubbles and excellent electromechanical properties;
- The resin supply system is easily isolated from the atmosphere, and the product performance is not easily affected by the environment;
- The injected resin always maintains the same curing characteristics (always “new glue”);
- It is easy to obtain transparent products, making product defects (such as inclusions, yarn knots, etc.) easy to find and remove.

Figure 9-25 Reaction injection pultrusion diagram
ANY QUESTIONS OR COMMENTS, PLEASE GET A HOLD OF US IN WHICHEVER WAY IS MOST CONVENIENT. WE WILL REPLY YOU WITHIN 24 HOURS.

